精密五金冲压生产,需要选对选好相应的辅助设备才能生产出优质的产品,您在选优质供应商时,建议纳入考查范围。但是东莞市禾聚五金电子有限公司想你所想,想你之未想,它拥有着全套先进的生产机器设备,能在最短的生产时间内,完成最优质且最优惠的产品。下面对禾聚公司生产时需用到的夹式送料机调整方法作以解说,希望能通过以下说明,能对精密五金冲司生产设备有进一步了解。
一、夹式气运送样机如下图

二、送料机循环动作过程
对于高速精密沖床而言对高速精密沖床而言,送料時間在270°~90°之间;固定夹夹紧至放松時間約在90°~120°、240°~270°之间;模具内定位、压料、沖切过程约在120°~180°完成.


三、精密五金冲压夹式送料机调整注意事项
1.当送料机夹料块磨损时,其厚度调整不可再以刻线为准。
2.其调整方法为:先一手顺时针转动材料厚度调整盘,一手拉动料带,若料带可拉动,需再缓慢逆时针旋转,直至材料拉不动后再逆时针旋转两小格(当材料夹紧时转动材料厚度调整盘需用力较大,但夹死后再转动会很轻松,找准其紧松转换点即为材料标准厚度)再将锁固螺丝锁紧。若材料拉不动,但材料厚度调整盘顺时针或逆时针旋转都比较松时(表示上一款材料比此款材料厚度薄),需用手指顺时针缓慢轻轻旋转,但不可用大力,直至转不动后再逆时针旋转两小格,再将锁固螺丝锁紧。固定夹调整同理
3.退两小格为的是将材料夹紧,防止因材料厚度差异造成夹料不死。材料厚度管控为±0.01MM
4.移动夹材料厚度调整OK后,需将冲床飞轮顺时针摇至90度,期间需检查移动夹是否一直处于夹紧状态。在90度时调整固定夹材料厚度,先将送料夹夹紧放松总开关调至开,在移动夹材料厚度调整盘处放置1.5T的材料,将移动夹夹料块撑起不夹料,再将材料穿过固定夹,然后将送料夹夹紧放松总开关调至关,再依照移动夹材料厚度调整方法调整固定夹材料厚度。
注:1.固定夹需在移动夹材料放松前将材料夹紧,防止材料后退造成误送。
5.270度+/-5度及90度+/-5度时都属于送料机不送料区域。
6.在90度时还需调整送料歩距(PITCH)。 方法为:先将歩距调整盘锁固螺丝用24#卡口扳手松开,再用歩距调整“T”型套筒卡住调整螺杆,依照逆时针调长,顺时针调短,将基准0线调整至所需长度后,再将调整盘锁固螺丝锁紧。(需连续冲十次后用卡尺确认歩距是否均匀、无误。)
注:不可不锁紧歩距调整螺丝就进行生产
送料长度标尺一小格表示2MM.基准0线一小格表示1MM
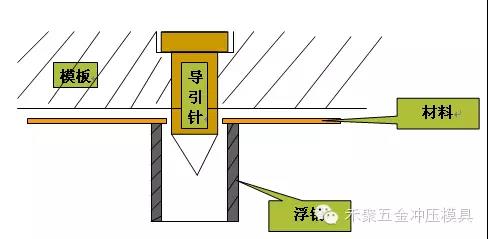
6、歩距调整OK后,需将送料夹夹紧放松总开关调至开,将移动夹材料厚度调整盘处放置的材料取下,将冲床飞轮遥至上模脱料板导引针(露出模板段)进入下模浮销孔2/3时,调整送料机放松时间。
调整方法为:先用“T”型6#扳手将放松调整盘锁固螺丝松开,再用“T”型4#扳手放入调整孔,将放松调整盘放松刻线与放松基准线对齐后在顺时针或逆时针旋转,并同时拉动料带,调至拉动料带有涩涩的感觉
注:调整固定夹材料厚度前一定要将放松调整盘放松刻线与放松基准线对齐,否则会引起固定夹夹料不紧或夹料时间不对

7、将冲床摇过180°导引针直段将要离开料带时,需再检查此时的固定夹是否夹紧,若没有夹紧,需依照放松调整方法将材料调至夹紧状态。
注:此时移动夹处于放松向回走的状态,导引针将要离开料带,在放料机摆杆摆动的作用力下,若此时固定夹再不将材料固定,就会造成材料后退的现象,从而引起缠带。
8、.调整OK后需运转一圈,检查处于各角度送料机移动夹和固定夹的衔接是否合适。
注:1.接近270°时,移动夹在固定夹放松之前夹紧。
2.接近90 °时,固定夹在移动夹送料终了放松前夹紧。
3.导引针进入浮销2/3时,固定夹放松。
4.导引针直段离开材料之前,固定夹夹紧。在整个一圈中,固定夹需夹紧两次。
5.当导引针进入浮销2/3时的放松时间与导引针直段离开材料的夹紧时间不协调时,以后者调整夹紧为准。
9、若材料经过送料机到达模具进料口时,材料的高度低于或高于模具进料口时,需对送料机高度进行调整。
调整方法为:将材料穿入模具进料口,当材料的高度低于模具进料口时,应关闭冲床主机,并按下紧急停止按钮,用24#卡口扳手将送料机锁固螺丝松开,(此时禁止冲床寸动或连动或单程操作,易损坏送料机或冲床或造成送料机与冲床角度不匹配。)用活动扳手或22#卡口扳手松开送料机高度调整螺杆锁固螺丝,用22#卡口扳手调整螺杆,将送料机升高。模具未闭合的状态下将送料机升至材料高度平于模具进料口即刻(过低易引起缠带)。再将送料机锁固螺丝锁紧,而后松开送料机皮带调整锁固螺丝,调整皮带松紧度,以调至手捏皮带稍有回弹量即刻(调整过紧易造成皮带断裂,过松易导致皮带脱落),调整OK后锁紧送料机放松锁固螺丝即刻。
附:当送料机与冲床角度不匹配时易造成送料机调整困难或夹料不死及倒退现象。其校正方法为:
1、放松皮带,尽量是皮带脱离送料机齿轮
2、摇动飞轮,使冲床角度运转至345°-350 °
3、旋转送料机齿轮,使其送料刻度尺“零对零”(0----0)需为前进时零对零
4、将皮带套上送料机齿轮,调整皮带松紧度后锁紧螺丝。(注意使送料机刻度尺“零对零”(0---0)

四、精密五金冲压夹式送料机夹力的调整
送料夹取力是利用弹簧的动作,在运转夹式送料机之前,送料夹子夹取和停止。夹式送料机夹取夹子已被适当地调整,因此一般冲压不需要调整。但在一些特殊送料例中,例如柔软的材料是非常容易被夹式夹子所损伤,因此调整快速量规的厚度来降低夹力是必需的。

东莞市禾聚五金电子有限公司是一家专门做精密五金冲压的连接器生产厂家,公司于2009年7月通过ISO 9001:2008和ISO 14001:2004认证。2013年推行TS16949认证。2014年7月通过认证。未来、禾聚将不断深耕技术,立足于精密电子,汽车,医疗连接器领域。立志成为中国最专业的精密电子五金冲压厂家,以协助客户提升竞争力为己任。